













In today’s era of rapid technological advancement, as industrial automation continues to advance, industrial cameras have become a core component of machine vision systems. Thanks to their unique features, they are widely used across multiple industries, driving industrial production toward greater intelligence and efficiency.


I. Characteristics of Industrial Cameras


1. High Precision and High Resolution
Industrial cameras offer extremely high precision and resolution, capable of capturing the finest details. In industries with extremely high product quality requirements, such as electronic chip manufacturing, the width of circuits on a chip may be only a few micrometers—a scale that ordinary cameras simply cannot resolve clearly. With their high resolution, industrial cameras can precisely capture every minute feature on the chip’s surface, providing clear and accurate image data for subsequent quality inspection to ensure that every chip meets strict quality standards.
2. High-Speed Image Capture
On automated production lines, the pace of production is extremely fast, with products moving through the inspection area at a rapid pace. Industrial cameras possess the capability for high-speed image capture, enabling them to capture images of products in a very short time. For example, in automotive parts production, where hundreds of parts may be produced per minute, industrial cameras can instantly capture images of each part, ensuring that no product is missed and enabling an efficient, continuous production inspection process.
3. Stable and Reliable Performance
Industrial environments are typically complex and subject to various disruptive factors, such as temperature fluctuations, vibrations, and dust. Industrial cameras are specially designed and optimized to offer excellent stability and reliability, enabling them to operate stably for extended periods in harsh industrial conditions. Unaffected by external environmental disturbances, they consistently deliver accurate imaging results, providing continuous and reliable image support for industrial production.
4. Diverse Interfaces and Compatibility
To meet the needs of various industrial applications, industrial cameras offer a variety of interface types, such as GigE, USB 3.0, and Camera Link. These interfaces have distinct features and advantages, enabling seamless connectivity with various types of computers and image processing systems. Additionally, industrial cameras offer excellent compatibility and can be used with different lenses, lighting, and other accessories, allowing users to flexibly configure them according to specific application scenarios.
II. Applications of Industrial Cameras


1. Automated Production
In automated production processes, industrial cameras are key devices for achieving precise control and efficient production. They monitor information such as the position, orientation, and dimensions of products on the production line in real time and feed this data back to the control system. Based on the information provided by the cameras, the control system promptly adjusts the parameters of production equipment to ensure that products are manufactured according to predetermined specifications. For example, on robotic assembly lines, industrial cameras can guide robots to accurately pick up and place components, improving assembly precision and efficiency, reducing manual intervention, and lowering production costs.
2. Quality Inspection
Quality inspection is an indispensable part of industrial production, and industrial cameras play a vital role in this process. They can perform comprehensive and rapid inspections of product appearance, dimensions, and defects. Through image processing algorithms, industrial cameras can automatically identify defects on product surfaces—such as scratches, cracks, and stains—and classify and grade these defects. Compared to traditional manual inspection, industrial camera inspection offers higher accuracy and consistency, significantly improving inspection efficiency, reducing missed and false detections, and ensuring product quality meets standard requirements.
3. Machine Vision
Machine vision is one of the most widely applied fields for industrial cameras. It utilizes image data captured by industrial cameras and employs computer vision algorithms to perform functions such as target recognition, localization, measurement, and tracking. In logistics sorting systems, industrial cameras can quickly identify information such as barcodes and QR codes on packages and sort them accurately into the corresponding zones based on this data. In the field of intelligent transportation, industrial cameras can monitor real-time information such as traffic flow and vehicle speeds on roads, providing data support for traffic management and dispatch.

III. Examples of Industrial Camera Specifications
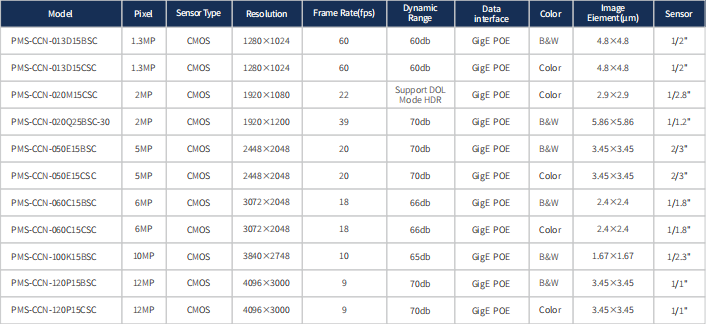
Product recommendation
TECHNICAL SOLUTION
MORE+You may also be interested in the following information
FREE CONSULTING SERVICE
Let’s help you to find the right solution for your project!

 ASK POMEAS
ASK POMEAS  PRICE INQUIRY
PRICE INQUIRY  REQUEST DEMO/TEST
REQUEST DEMO/TEST  FREE TRIAL UNIT
FREE TRIAL UNIT  ACCURATE SELECTION
ACCURATE SELECTION - APPICATION CASE
- RESOURCE CENTER
- DOWNLOAD CENTER
SOLUTIONS SUPPORT
- ZOOM LENS SELECTION TOOL
- TELECENTRIC LENS SELECTION TOOL
- FA LENS SELECTION TOOL
- ZOOM RATIO TABLE
- CERTIFIED MODEL
SELECTION TOOL
- WHY POMEAS
- FAQ
- PRIVACY POLICY
- TERMS OF USE
- DELIVERY & RETURN POLICY
CUSTOMER CARE
 ADDRESS
ADDRESS
Add.:No.68, Chongwei Road, Baizhoubian, East district, Dongguan, China, 523000
CONTACT
 Tel:+ 86-0769-2266 0867
Tel:+ 86-0769-2266 0867
 Fax:+ 86-0769-2266 0867
Fax:+ 86-0769-2266 0867
 E-mail:marketing@pomeas.com
E-mail:marketing@pomeas.com

Wechat QR code
Software Copyright :2021SR0176001 抄袭必究, 技术支持:誉新源科技