













The Application of Telecentric Measurement Systems in the Measurement of Vial Dimensions
Measurement Background:


In the pharmaceutical industry, vials serve as the “first line of defense” for medications; their dimensional accuracy directly impacts filling efficiency, seal integrity, and ultimately patient safety.
Traditional manual spot-checking methods are not only inefficient but also prone to subjective factors, making them unable to meet the quality control demands of modern high-speed production lines. The advent of Telecentric Measurement Systems has provided the pharmaceutical packaging industry with an “invisible electronic caliper,” enabling precision control at the millimeter and even micrometer levels.
Part 1. Measurement Requirements for Vials Used in Medical Supplies


The manufacturing process for vials is complex, and even the slightest dimensional deviation can lead to risks such as loose caps, displaced stoppers, or even breakage during transportation on subsequent production lines.
According to industry standards (such as ISO 8362-1) and pharmacopoeia requirements, the dimensional measurement requirements for vials are extremely stringent, primarily in the following areas:
1. Bottle outer diameter. The tolerance for this dimension is typically controlled within ±0.05 mm. Excessive deviation may cause bottles to jam on the filling line or fail to enter the star wheel conveyor smoothly, resulting in production line blockages.
2. Total bottle height. The tolerance requirement is generally within ±0.1 mm. Inconsistent height directly affects the effectiveness of the freeze-drying process and the subsequent sealing integrity of the stopper, making it critical for ensuring a stable storage environment for the medication.
3. Inner diameter of the bottle neck. This is one of the most critical dimensions, with tolerances typically required to be within ±0.03 mm. The inner diameter of the bottle neck directly determines the sealing integrity of the rubber stopper and aluminum cap; if too loose, it may cause air leakage and contamination, while if too tight, it may pose a risk of glass breakage.
4. Wall thickness uniformity. Deviations should be controlled to ≤0.02 mm. Inconsistent wall thickness reduces mechanical strength, making the bottle prone to breakage during transportation or handling.
5. Perpendicularity, also known as bottle skew. This is typically required to be ≤0.2°. Bottle skew not only affects visual appearance but can also lead to issues such as misaligned labeling or the filling needle colliding with the bottle mouth.
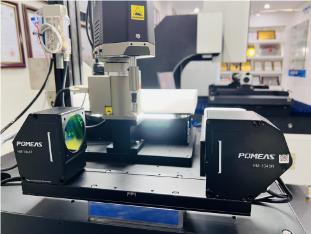
Part 2. Measurement Solution: Telecentric Measurement System


To meet these stringent requirements, the Telecentric Measurement System provides a fully automated, high-precision solution.
1. Optical Imaging System
The system employs a backlight or transmitted light design. High-intensity parallel light passes through the vial, creating a clear edge profile. Equipped with multiple CCD cameras or a rotating mechanism, the device can simultaneously capture images from multiple angles—including the bottle neck, base, shoulder, and body—ensuring complete coverage with no blind spots.
2. Core Algorithm Processing
To address the characteristics of the vials’ transparent glass, the advanced algorithms also feature the following capabilities:
① Adaptive Threshold Segmentation: Stably extracts bottle edges even in low-contrast environments.
② Interference-Resistant Fitting: Capable of fitting incomplete edges to accurately perform complex tasks such as bottle mouth roundness analysis and bottle bottom concavity measurement.
③ 360° Rotational Inspection: For appearance defects around the entire bottle body, the bottle rotation mechanism works in conjunction with high-speed cameras to “unfold” the bottle image for defect analysis, much like peeling an orange.
3. Data Feedback and Rejection

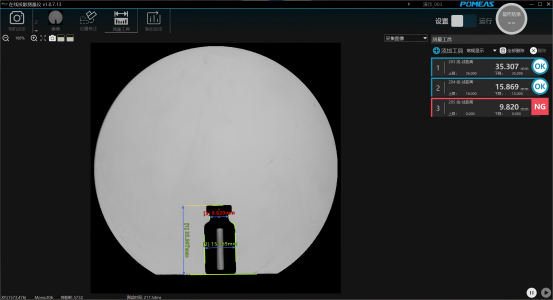
The key advantage of online inspection is its real-time capability. The system performs 100% inspection while simultaneously displaying real-time graphs of measurement data. As soon as dimensional deviations or cosmetic defects are detected, it immediately sends a signal to activate a high-speed pneumatic rejection mechanism, which removes defective products from the production line, thereby establishing a closed-loop quality control system.
Part 3. Images of Measurement Results

Product recommendation
TECHNICAL SOLUTION
MORE+You may also be interested in the following information
FREE CONSULTING SERVICE
Let’s help you to find the right solution for your project!

 ASK POMEAS
ASK POMEAS  PRICE INQUIRY
PRICE INQUIRY  REQUEST DEMO/TEST
REQUEST DEMO/TEST  FREE TRIAL UNIT
FREE TRIAL UNIT  ACCURATE SELECTION
ACCURATE SELECTION - APPICATION CASE
- RESOURCE CENTER
- DOWNLOAD CENTER
SOLUTIONS SUPPORT
- ZOOM LENS SELECTION TOOL
- TELECENTRIC LENS SELECTION TOOL
- FA LENS SELECTION TOOL
- ZOOM RATIO TABLE
- CERTIFIED MODEL
SELECTION TOOL
- WHY POMEAS
- FAQ
- PRIVACY POLICY
- TERMS OF USE
- DELIVERY & RETURN POLICY
CUSTOMER CARE
 ADDRESS
ADDRESS
Add.:No.68, Yongwei Road, Baizhoubian, Dongcheng District, Dongguan, China,523000
CONTACT
 Tel:+ 86-0769-2266 0867
Tel:+ 86-0769-2266 0867
 Fax:+ 86-0769-2266 0867
Fax:+ 86-0769-2266 0867
 E-mail:marketing@pomeas.com
E-mail:marketing@pomeas.com

Wechat QR code
Software Copyright :2021SR0176001 抄袭必究, 技术支持:誉新源科技