














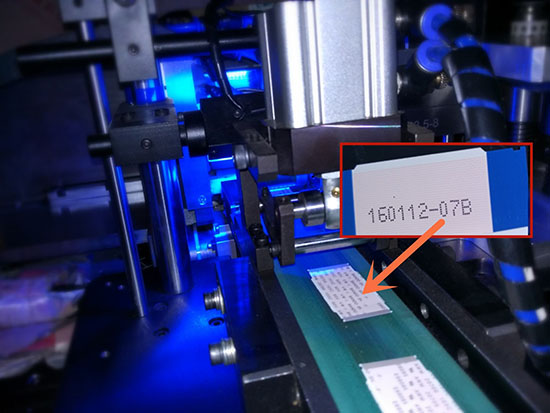
Machine vision is used for quality inspection in printing and packaging industry. Its basic working principle is to take images on printed matter with industrial cameras and compare them with standard images (templates) of the printed matter in computer. If differences are found and exceed the tolerance range set, it will be judged as unqualified products, but in reality it should be matched. In use, machine vision systems may be much more complex. This paper talks about the structure and working principle of visual inspection system, the application of machine vision in printing and packaging industry, and the promotion and popularization of machine vision inspection in printing and packaging industry.
Cautions for Light Source of Printing Inspection Item in Machine Vision System
The illumination source of visual light source should be able to truly reflect the color of the printed matter, and not cause color distortion. This requires that the luminous spectrum of the light source should be close to sunlight, and at the same time, it should ensure sufficient brightness and uniform brightness in the whole illumination area.
Secondly, the design of light source and illumination system should avoid some special areas with high reflectivity, such as hot stamping, laser anti-counterfeiting signs and so on, which overflow the collected images, resulting in lower detection accuracy or no detection at all.
Finally, in some applications, we should also consider that the combination of light source and illumination scheme should give prominence to the features of the object as much as possible, and make obvious differences between the parts that need to be detected and those that are not important so as to increase the contrast. At the same time, we should ensure sufficient overall brightness and the change of the position of the object. The quality of imaging should not be affected. Transmitted light and reflected light are commonly used in machine vision applications. In the case of reflected light, the relative position of light source and optical lens, the texture of object surface, the shape and background of object should be fully considered.
In a word, when choosing the light source and designing the lighting system, it is necessary to determine the shape, brightness, uniformity, spectral characteristics, luminous efficiency and service life of the light source according to the specific conditions of the printed products.
Image Quality Requirements for Printing Inspection Project of Machine Vision System
In order to enable the visual system to make correct judgments and decisions, the following five requirements must be fulfilled:
1. First, the quality of the original image information should be high.
2. The camera should have enough dynamic range, that is, the bright and dark parts on the printed matter can be accurately reflected;
3. The camera should have enough resolution, that is, the minute details on the prints can be clearly reproduced.
4. The camera should be able to reproduce the true color of the print.
5. The readout speed of the camera should be in accordance with the advance speed of the printing, so as to ensure sufficient accuracy and 100% acquisition.
Image Information Processing
The processing and executing mechanism of image information is the core of machine vision system, which is equivalent to human brain.
The whole process of image information processing usually includes:
A. Pretreatment. When a high-speed moving print passes through a camera, compared with a template image, it often moves and rotates in position, sometimes even drifts, causing distortion of the collected image; the instability of the light source and the influence of the external environment make the collected image uneven in brightness and color; and other external equipment. Power supply and acquisition equipment itself will also introduce some interference and noise.
Therefore, in the process of installing visual system, on the one hand, these unfavorable factors should be eliminated, on the other hand, the influence of them should be eliminated and diluted by image preprocessing. Common image preprocessing operations mainly include image enhancement, data coding and transmission, smoothing, edge sharpening, segmentation and so on. After these processing, the quality of the image has been improved to a certain extent, which not only improves the visual effect of the image, but also facilitates the analysis, processing and recognition of the image by computer.
B. Feature extraction and recognition;
C. Measurement. To put it succinctly, it means "compare with the template, find the difference".
Quality Analysis, Tracking and Management System Construction
In addition to providing real-time alarm and detailed and perfect analysis report for the whole process of quality inspection, field operators can also adjust the problems in their work according to the real-time alarm and analysis report of the Whitemove Detection System. And managers can also track the production process according to the analysis report of test results, which is more conducive to the management of production technology.
That is to say, quality testing equipment can not only improve the qualified rate of finished products, but also help manufacturers improve process flow, establish quality management system, and achieve a long-term and stable quality standard.
Visual quality detection can be used in pre-press, printing process and post-press processing, but most of the applications are focused on post-press quality inspection. There are tens of thousands of printing enterprises in China, but few of them really use the detection system. Besides printing money, tickets and other special industries, they are mainly in the packaging industry.
The packaging industry has a high demand for printing and a special demand for quality and color. This requires packaging printing plants to have unique capacity advantages, technical advantages and quality advantages, in order to meet the overall requirements of customers for printing volume, cycle and quality.
The practitioners of machine vision industry need to understand the printing process, production process, operation mode and quality standards. Only when the two are closely combined, can a white vision quality detection system that truly conforms to China's national conditions be produced, and the fundamental purpose of improving quality, improving efficiency and reducing costs be achieved.
Product recommendation




TECHNICAL SOLUTION
MORE+You may also be interested in the following information



FREE CONSULTING SERVICE
Let’s help you to find the right solution for your project!

 ASK POMEAS
ASK POMEAS  PRICE INQUIRY
PRICE INQUIRY  REQUEST DEMO/TEST
REQUEST DEMO/TEST  FREE TRIAL UNIT
FREE TRIAL UNIT  ACCURATE SELECTION
ACCURATE SELECTION - APPICATION CASE
- RESOURCE CENTER
- DOWNLOAD CENTER
SOLUTIONS SUPPORT
- ZOOM LENS SELECTION TOOL
- TELECENTRIC LENS SELECTION TOOL
- FA LENS SELECTION TOOL
- ZOOM RATIO TABLE
- CERTIFIED MODEL
SELECTION TOOL
- WHY POMEAS
- FAQ
- PRIVACY POLICY
- TERMS OF USE
- DELIVERY & RETURN POLICY
CUSTOMER CARE
 ADDRESS
ADDRESS
Add.:No.68, Yongwei Road, Baizhoubian, Dongcheng District, Dongguan, China,523000
CONTACT
 Tel:+ 86-0769-2266 0867
Tel:+ 86-0769-2266 0867
 Fax:+ 86-0769-2266 0867
Fax:+ 86-0769-2266 0867
 E-mail:marketing@pomeas.com
E-mail:marketing@pomeas.com

Wechat QR code
Software Copyright :2021SR0176001 抄袭必究, 技术支持:誉新源科技