













I. What is a machine vision light source?


In machine vision, “light sources” don't simply “brighten the scene” like desk lamps. Instead, they actively control light reflection/refraction to highlight target features (such as defects, dimensions, textures) while suppressing interference (like shadows and glare). Understanding this hinges on three core parameters:
1. Light intensity / uniformity: Intensity determines “clarity of vision,” while uniformity ensures “interference-free” operation (e.g., uneven lighting on smartphone screens may falsely indicate scratches);
2. Wavelength (Color): Different colors correspond to distinct penetration/reflection properties (e.g., infrared light penetrates plastic to inspect internal components; blue light suppresses metal reflections);
3. Illumination Angle: The direction from which light strikes directly determines feature visibility (e.g., side lighting reveals height differences, while front lighting exposes planar defects).
II. Classification of Five Basic Light Sources

1. Ring light
The principle involves emitting light in a ring around the lens, with light rays capable of striking the target either vertically or at an angle. Its core advantage lies in its exceptional uniformity, effectively preventing the formation of localized shadows. Typical applications include inspecting PCB solder joints, detecting surface defects on bottle caps, and QR code recognition—scenarios where uniform light coverage is essential to avoid interference from local variations in brightness that could compromise judgment.
2. Linear light source
The principle involves illuminating the target with a long, narrow light source from the side or at an angle. Its core advantage lies in precisely highlighting “height difference features” (such as surface scratches or step edges on components). Typical applications include inspecting battery tabs for deformation and checking metal parts for burrs along edges.
3. Surface light source (backlight)
The principle involves illuminating the target from “behind,” enabling clear contour delineation when the target is transparent or translucent. Its core advantage lies in eliminating front-surface reflection interference while delivering precise contour display. Typical applications include verifying glass dimensions against specifications, counting capsule medications (preventing undercounts/overcounts), and identifying internal defects in film.
4. Point light source
The principle involves focused light emission from point light sources, achieving high light concentration (requires use with specialized lenses). Its core advantage lies in its high light intensity, making it suitable for long-distance inspection or detecting minute targets. Typical applications include inspecting small metal parts for pinholes and identifying microscopic defects in precision electronic components.
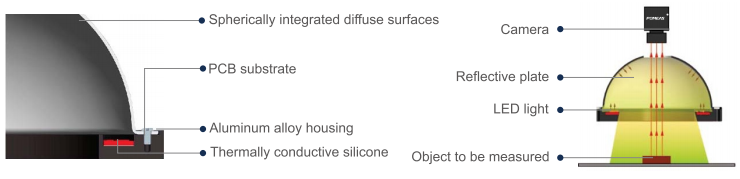
5. Coaxial light source
The principle involves light rays being “coaxial” with the lens (emitting light from the side of the lens, reflecting off the mirror surface, and then illuminating the target perpendicularly). Its core advantage lies in significantly suppressing “mirror reflections” (such as reflections from smooth surfaces like metal or glass). Typical applications include inspecting mobile phone metal frames for scratches and examining automotive paintwork for imperfections.
III. Practical Applications

Electronic Manufacturing: PCB Solder Joint Inspection
Pain Point: Determining whether solder joints are cold soldered or contain solder balls, with the key being to highlight “differences in solder joint shape” (cold solder joints appear flat, normal joints are raised, solder balls form small particles);
Light Source Selection: Ring light (oblique illumination mode) — When illuminated at an angle, solder bump protrusions and solder balls cast distinct shadows. The flattened appearance of cold solder joints becomes clearly distinguishable, avoiding the issue where “all joints appear identical” under uniform lighting.
Automotive Industry: Dimensional Inspection of Engine Metal Components
Pain Point: Smooth metal surfaces with high reflectivity often blur dimensional boundaries, leading to misjudged tolerances.
Light Source Selection: Coaxial Light + Blue Light — Coaxial illumination minimizes reflections through vertical projection. Blue light's shorter wavelength reduces reflectivity on metal surfaces, enhancing dimensional boundary clarity and ensuring precise tolerance detection.
Food Packaging: Beverage Bottle Label Alignment Inspection
Pain Point: Labels made of opaque materials require alignment verification (e.g., whether label edges align with bottle graduations).
Light Source Selection: Backlighting (area light source) — When illuminated from behind the bottle, labels form a “black outline,” making misalignment immediately apparent. This eliminates issues of label glare and color interference caused by front lighting.
Product recommendation
TECHNICAL SOLUTION
MORE+You may also be interested in the following information
FREE CONSULTING SERVICE
Let’s help you to find the right solution for your project!

 ASK POMEAS
ASK POMEAS  PRICE INQUIRY
PRICE INQUIRY  REQUEST DEMO/TEST
REQUEST DEMO/TEST  FREE TRIAL UNIT
FREE TRIAL UNIT  ACCURATE SELECTION
ACCURATE SELECTION - APPICATION CASE
- RESOURCE CENTER
- DOWNLOAD CENTER
SOLUTIONS SUPPORT
- ZOOM LENS SELECTION TOOL
- TELECENTRIC LENS SELECTION TOOL
- FA LENS SELECTION TOOL
- ZOOM RATIO TABLE
- CERTIFIED MODEL
SELECTION TOOL
- WHY POMEAS
- FAQ
- PRIVACY POLICY
- TERMS OF USE
- DELIVERY & RETURN POLICY
CUSTOMER CARE
 ADDRESS
ADDRESS
Add.:No.68, Yongwei Road, Baizhoubian, Dongcheng District, Dongguan, China,523000
CONTACT
 Tel:+ 86-0769-2266 0867
Tel:+ 86-0769-2266 0867
 Fax:+ 86-0769-2266 0867
Fax:+ 86-0769-2266 0867
 E-mail:marketing@pomeas.com
E-mail:marketing@pomeas.com

Wechat QR code
Software Copyright :2021SR0176001 抄袭必究, 技术支持:誉新源科技