













Beginner's Guide | Telecentric Lens Selection Avoids Three Major Misconceptions
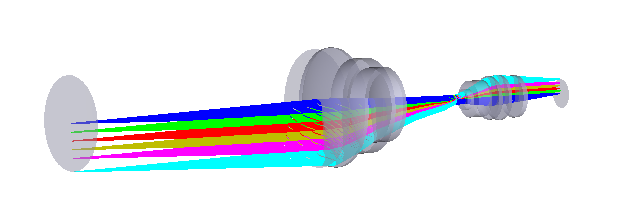
Telecentric lenses play an irreplaceable role in the field of industrial precision measurement by virtue of their unique parallel optical path design. The characteristics of its imaging without perspective error make it the first choice for dimensional inspection, appearance defect screening and other scenarios. However, in the actual selection process, many users fall into the misunderstanding due to cognitive bias, resulting in cost waste or low measurement efficiency.

Myth 1: Blindly pursuing ultra-high measurement accuracy

Some users believe that the higher the accuracy index, the better, but in fact, we need to weigh the trade-offs with the application scenarios. For example, in the detection of large mechanical parts (such as automotive sheet metal), the need to take into account the overall size coverage and measurement efficiency, if the excessive pursuit of micron-level precision, may lead to a surge in the demand for camera resolution, image processing time-consuming to extend. In this case, choosing a medium-precision lens with a high-speed camera can improve the production line's tempo. It is recommended to prioritize the tolerance range of the object to be measured, and to avoid performance redundancy based on the principle of “matching accuracy to demand”.
Myth 2: Default Interface Compatibility, Ignore Diversity
Although C interface is the mainstream standard for industrial cameras, the type of interface for telecentric lens needs to be adjusted according to the optical design. Telecentric lenses with large target surfaces or long working distances (e.g., line scanning lenses for detecting PCB boards) often use M58 threaded ports or F-type bayonets to ensure structural stability and luminous flux. When selecting the model, you need to simultaneously confirm the camera flange distance and interface adaptability, if necessary, through the adapter ring matching. If this point is ignored, you may face the problem that the lens cannot be installed or the imaging circle is insufficient.
Myth 3: Underestimating the impact of the mechanical structure on the program


The physical size of the telecentric lens directly affects the degree of system integration. For example, the detection of precision electronic components, if the choice of large-diameter “barrel” lens, may not be able to close installation due to space constraints, and even interference with the robot arm. At the same time, large-size lenses are often accompanied by high costs (such as megapixel lens prices can be up to 3-5 times the price of small lenses). It is recommended to reserve three-dimensional space allowance in the early stage of program design, and verify the feasibility of optical path through simulation.
In addition to the above core elements, but also need to comprehensively assess: depth of field matching, light synergy, environmental adaptability and other selection conditions, it is recommended that enterprises in the initial selection of optical engineers to communicate in depth, to provide the scope of the size of the object to be measured, the detection of the beat, the environmental parameters and other key information, through optical simulation and physical prototyping to verify the feasibility of the program. The correct selection logic should follow the “demand-driven-parameter matching-system verification” of the three-step rule, in order to achieve the optimal balance of cost and performance.
Product recommendation
TECHNICAL SOLUTION
MORE+You may also be interested in the following information
FREE CONSULTING SERVICE
Let’s help you to find the right solution for your project!

 ASK POMEAS
ASK POMEAS  PRICE INQUIRY
PRICE INQUIRY  REQUEST DEMO/TEST
REQUEST DEMO/TEST  FREE TRIAL UNIT
FREE TRIAL UNIT  ACCURATE SELECTION
ACCURATE SELECTION - APPICATION CASE
- RESOURCE CENTER
- DOWNLOAD CENTER
SOLUTIONS SUPPORT
- ZOOM LENS SELECTION TOOL
- TELECENTRIC LENS SELECTION TOOL
- FA LENS SELECTION TOOL
- ZOOM RATIO TABLE
- CERTIFIED MODEL
SELECTION TOOL
- WHY POMEAS
- FAQ
- PRIVACY POLICY
- TERMS OF USE
- DELIVERY & RETURN POLICY
CUSTOMER CARE
 ADDRESS
ADDRESS
Add.:No.68, Chongwei Road, Baizhoubian, East district, Dongguan, China, 523000
CONTACT
 Tel:+ 86-0769-2266 0867
Tel:+ 86-0769-2266 0867
 Fax:+ 86-0769-2266 0867
Fax:+ 86-0769-2266 0867
 E-mail:marketing@pomeas.com
E-mail:marketing@pomeas.com

Wechat QR code
Software Copyright :2021SR0176001 抄袭必究, 技术支持:誉新源科技