













Spectral Confocal Displacement Sensor—Metal Plate Texture Scanning Solution
Testing Background

Metal sheet processing is a critical step in the manufacturing industry, particularly in sectors such as automotive, electronics, and aerospace, where the quality of surface texture directly impacts product performance and lifespan. Traditional inspection methods rely on manual visual inspection or contact-based measurement, which suffer from low efficiency, insufficient accuracy, and a risk of damaging workpieces. With the advancement of Industry 4.0, the demand for non-contact, high-precision, and automated inspection is becoming increasingly urgent.
Testing Requirements
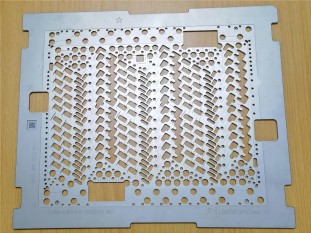
Metal plate with micrometer-scale groove structures distributed across its surface; the following parameters must be measured:
① 3D profile
② Groove depth
③ Groove spacing
④ Groove morphology (surface defects such as scratches and unevenness)
⑤ Accuracy requirement: ±2 μm
Challenges in Testing
1. Micron-level accuracy: Traditional contact sensors are prone to errors caused by mechanical vibration or probe wear.
2. Complex surface topography: With steep groove edges and high reflectivity, ordinary optical sensors are easily susceptible to interference.
3. Simultaneous multi-parameter detection: Requires simultaneous acquisition of 3D topography, 2D defect, and dimensional data; traditional solutions require coordination among multiple devices.
4. Efficient scanning: Mass production demands a balance between speed and accuracy to prevent inspection from becoming a bottleneck in production capacity.
Testing Plan

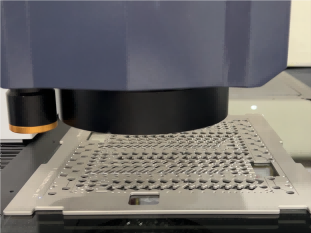
Using POMEAS' proprietary spectral confocal displacement sensor detection solution, precise detection is achieved through the following technologies:
1. Simultaneous multi-parameter output: A single scan generates both 3D point cloud data (for groove height differences and topography analysis) and 2D images (for defect detection and groove width measurement). The 3D point cloud achieves an accuracy of ±2 μm, while the 2D image resolution supports the identification of micron-level defects.
2. Advantages of spectral confocal technology: Non-contact measurement; sub-micron displacement detection via spectral analysis with no risk of mechanical wear. Strong resistance to ambient light interference, making it suitable for highly reflective metal surfaces.
3. High-speed scanning configuration: Scan interval set to 4 μm, frequency set to 16 kHz, maximum travel speed up to 64 mm/s, using a 2.5 mm probe with a 4.4 mm line width.
Advantages of the Solution


1. Ultra-high precision and repeatability: By scanning the same contour line nine times, the standard repeatability of the data is mostly <0.2 μm, meeting stringent quality control requirements.
2. Efficient, all-in-one inspection: A single device performs simultaneous 3D topography, 2D defect, and dimensional parameter inspections, reducing process changeover time.
3. Non-contact, non-destructive inspection: Avoids scratches on metal surfaces caused by traditional contact probes, ensuring product yield.
4. Flexible production line adaptation: Adjustable scanning frequency and movement speed support seamless transition from laboratory testing to high-speed in-line production.
Product recommendation
TECHNICAL SOLUTION
MORE+You may also be interested in the following information
FREE CONSULTING SERVICE
Let’s help you to find the right solution for your project!

 ASK POMEAS
ASK POMEAS  PRICE INQUIRY
PRICE INQUIRY  REQUEST DEMO/TEST
REQUEST DEMO/TEST  FREE TRIAL UNIT
FREE TRIAL UNIT  ACCURATE SELECTION
ACCURATE SELECTION - APPICATION CASE
- RESOURCE CENTER
- DOWNLOAD CENTER
SOLUTIONS SUPPORT
- ZOOM LENS SELECTION TOOL
- TELECENTRIC LENS SELECTION TOOL
- FA LENS SELECTION TOOL
- ZOOM RATIO TABLE
- CERTIFIED MODEL
SELECTION TOOL
- WHY POMEAS
- FAQ
- PRIVACY POLICY
- TERMS OF USE
- DELIVERY & RETURN POLICY
CUSTOMER CARE
 ADDRESS
ADDRESS
Add.:No.68, Yongwei Road, Baizhoubian, Dongcheng District, Dongguan, China,523000
CONTACT
 Tel:+ 86-0769-2266 0867
Tel:+ 86-0769-2266 0867
 Fax:+ 86-0769-2266 0867
Fax:+ 86-0769-2266 0867
 E-mail:marketing@pomeas.com
E-mail:marketing@pomeas.com

Wechat QR code
Software Copyright :2021SR0176001 抄袭必究, 技术支持:誉新源科技