














I have been engaged in R&D work in machine vision industry for 8 years. Here I summarize the technical characteristics of this industry and give some inspiration and reference to the new entrants.
Machine vision, not vision, does not have the ability of human visual comprehension. To put it bluntly, it is only the application of image processing technology in engineering. It is all the algorithms and optical hardware developed by engineers to accomplish tasks, and it is a specific algorithm to accomplish specific tasks. There is no commonality between them.
It is too optimistic to say that the intelligence of machines has surpassed that of human beings and so on. Now the technology is far from this level, the technology can only solve some regular and simple detection tasks, because there are corresponding mathematical model reference, such as shape matching, edge, texture recognition and so on.

If there is absolutely no rule to follow, then there is no way to develop a visual system, people can see at a glance that simple things, machines may not be able to do. Because people have autonomy and can really understand tasks, even in complex patterns and patterns, it is easy to find a specific thing, such as buttons, gloves, but the machine can not do it, because the background is not regular, engineers can not find effective features to develop the system.
Advantages of Machine Vision
But machine vision also has its advantages, that is, tirelessly detect some simple things, such as scratches on glass, defects on the screen, can do very accurate, and can achieve high accuracy.
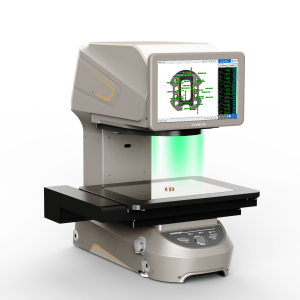
Machine vision is the use of machines to make measurements and judgments instead of human eyes. At the application level, it is mainly used for system integration or secondary development. It can be summarized as the following four parts:
1. Inspection of Appearance Defects
Appearance and defect detection mainly uses template matching.
2. Recognition
Biometric recognition (face, voice, fingerprint, iris), target recognition (license plate recognition, radio frequency identification, etc.), barcode recognition (one-dimensional code, two-dimensional code), character recognition, texture recognition, etc. The ultimate goal of recognition is mainly to classify. Here, we need to use big data to train and learn, and we need to use in-depth learning.
3. Dimension measurement
Geometric dimension measurement (length, width, height, circumference, area, volume, etc.), circle or ellipse (center, radius, contour, angle, size, etc.); measurement must be calibrated first, which involves camera calibration.
4. Location
Tool positioning and shifting, assembly, positioning of palletizing robot, etc. Machine vision system can acquire a large amount of information quickly, and it is easy to process automatically. It is also easy to integrate with design information and processing control information. Therefore, in modern automated production process, machine vision system is widely used in the field of condition monitoring, product inspection and quality control.
In addition, artificial intelligence, the current artificial intelligence, but also found a way to automatically extract patterns, collected enough representative samples, and then use this system for learning, and then apply this system to classify images. Actually, it's not much intelligence, it's just technology, and it still belongs to the category of Turing machine. There is still a long way to go before we can really understand the image. Machine vision, artificial intelligence, at present can not do, is to give scientific researchers and master's, doctoral research space.
Product recommendation

TECHNICAL SOLUTION
MORE+You may also be interested in the following information



FREE CONSULTING SERVICE
Let’s help you to find the right solution for your project!

 ASK POMEAS
ASK POMEAS  PRICE INQUIRY
PRICE INQUIRY  REQUEST DEMO/TEST
REQUEST DEMO/TEST  FREE TRIAL UNIT
FREE TRIAL UNIT  ACCURATE SELECTION
ACCURATE SELECTION - APPICATION CASE
- RESOURCE CENTER
- DOWNLOAD CENTER
SOLUTIONS SUPPORT
- ZOOM LENS SELECTION TOOL
- TELECENTRIC LENS SELECTION TOOL
- FA LENS SELECTION TOOL
- ZOOM RATIO TABLE
- CERTIFIED MODEL
SELECTION TOOL
- WHY POMEAS
- FAQ
- PRIVACY POLICY
- TERMS OF USE
- DELIVERY & RETURN POLICY
CUSTOMER CARE
 ADDRESS
ADDRESS
Add.:No.68, Yongwei Road, Baizhoubian, Dongcheng District, Dongguan, China,523000
CONTACT
 Tel:+ 86-0769-2266 0867
Tel:+ 86-0769-2266 0867
 Fax:+ 86-0769-2266 0867
Fax:+ 86-0769-2266 0867
 E-mail:marketing@pomeas.com
E-mail:marketing@pomeas.com

Wechat QR code
Software Copyright :2021SR0176001 抄袭必究, 技术支持:誉新源科技