













How can the issue of metal mirror reflections affecting measurements be effectively resolved?
Pain Point 1: High precision requirements; micron/sub-micron tolerances are easily affected by environmental factors and applied force
The telecentric measurement system is equipped with a high-resolution optical system and sub-pixel algorithms. Its various fields of view (6 mm, 15 mm, 40 mm, 65 mm and 120 mm) have all been precisely calibrated, enabling it to effectively suppress transient fluctuations caused by environmental vibrations and keep measurement deviations within the permissible tolerance limits.
PainPoint 2: Materials are prone to damage — scratches on steel surfaces, chipping of ceramic, and deformation of soft alloys

This method utilises a fully non-contact optical scanning technique, with no force applied to the workpiece, thereby eliminating the risk of contact damage in principle. It is suitable for a wide range of materials, including solid steel, mixed ceramics and soft alloys.
Pain Point 3: Complex structures; difficulty in extracting contours featuring arcs, oil grooves, deep holes and multi-layer obstructions
A parallel light source, combined with a high-magnification lens and a high-frame-rate camera, can clearly penetrate obstructed areas to reconstruct complex contours. The measurement software provides a variety of feature extraction tools capable of accurately capturing hidden dimensions and transitional arcs.
Pain Point 4: Difficulty in inspecting geometric tolerances such as roundness, runout and coaxiality
With a single clamping operation, the software automatically calculates multiple geometric tolerances—including roundness, radial runout and coaxiality—eliminating reference shifts caused by repeated clamping and ensuring evaluation results more closely reflect actual assembly conditions.
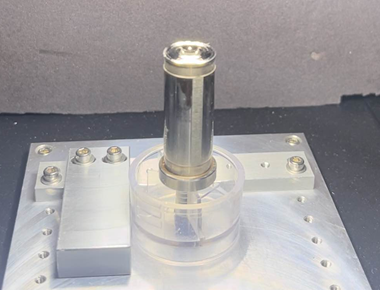
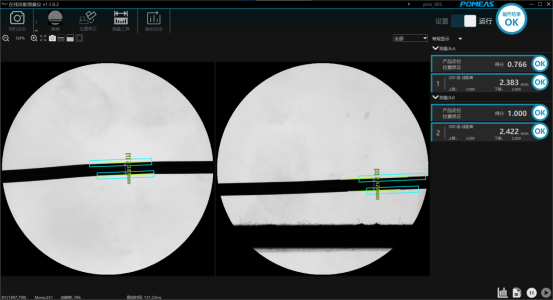
Pain Point 5: Reflective polished metal surfaces cause inaccurate edge detection in optical measurement
A specialised optical path design utilises parallel illumination to effectively suppress mirror-like reflections, ensuring that the edges of highly reflective surfaces remain sharp. Combined with a high-frame-rate camera, this prevents misjudgements of boundaries caused by halos.
Pain Point 6: Low inspection efficiency; multiple clamping required for multiple parameters; slow manual spot checks
Once the measurement programme has been created, subsequent batch inspections require only the placement of the product and a click to start data acquisition, with all dimensions output within seconds. No reprogramming is required when switching between parts of the same model, significantly reducing the inspection cycle time per unit and making 100 per cent inspection feasible.
Pain Point 7: Manual data recording fails to meet the system’s traceability requirements

Measurement data is automatically compiled into electronic reports and stored in real time; the system can be integrated with a quality management system to ensure that dimensional records for every product are complete and traceable, thereby meeting audit compliance requirements.
Product recommendation
TECHNICAL SOLUTION
MORE+You may also be interested in the following information
FREE CONSULTING SERVICE
Let’s help you to find the right solution for your project!

 ASK POMEAS
ASK POMEAS  PRICE INQUIRY
PRICE INQUIRY  REQUEST DEMO/TEST
REQUEST DEMO/TEST  FREE TRIAL UNIT
FREE TRIAL UNIT  ACCURATE SELECTION
ACCURATE SELECTION - APPICATION CASE
- RESOURCE CENTER
- DOWNLOAD CENTER
SOLUTIONS SUPPORT
- ZOOM LENS SELECTION TOOL
- TELECENTRIC LENS SELECTION TOOL
- FA LENS SELECTION TOOL
- ZOOM RATIO TABLE
- CERTIFIED MODEL
SELECTION TOOL
- WHY POMEAS
- FAQ
- PRIVACY POLICY
- TERMS OF USE
- DELIVERY & RETURN POLICY
CUSTOMER CARE
 ADDRESS
ADDRESS
Add.:No.68, Yongwei Road, Baizhoubian, Dongcheng District, Dongguan, China,523000
CONTACT
 Tel:+ 86-0769-2266 0867
Tel:+ 86-0769-2266 0867
 Fax:+ 86-0769-2266 0867
Fax:+ 86-0769-2266 0867
 E-mail:marketing@pomeas.com
E-mail:marketing@pomeas.com

Wechat QR code
Software Copyright :2021SR0176001 抄袭必究, 技术支持:誉新源科技