














Inspection Plan for the Front and Back Sides of Lighting Fixture Bracket Components
Background of the Proposal
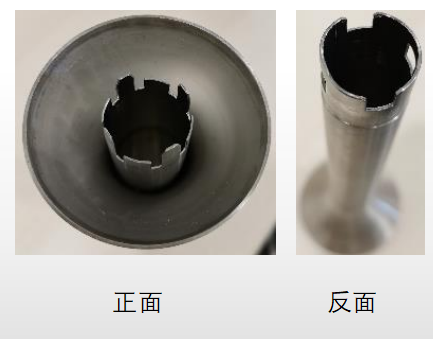
In the lighting fixture manufacturing industry, the quality of fixture bracket components directly impacts the overall performance and safety of the fixtures. Precise inspection of both the front and back surfaces is a critical step in ensuring component quality. Traditional inspection methods often suffer from low efficiency and poor accuracy, making it difficult to meet the high demands of modern production. The advent of linear laser profile sensors has introduced a completely new solution for inspecting the front and back surfaces of fixture bracket components.
Testing Plan
To meet the customer’s requirement for inspecting both the front and back surfaces of lighting fixture brackets, we utilize our proprietary 3D line laser profilometer for inspection.
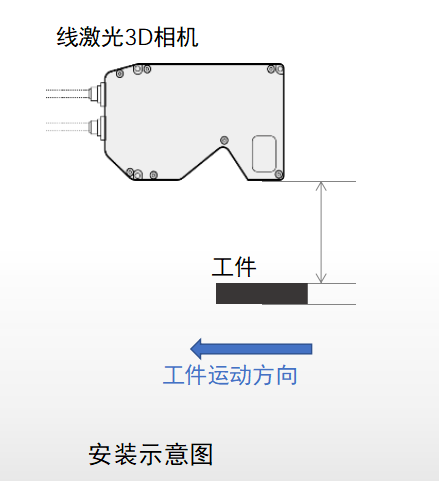
This solution offers high-precision, high-speed scanning capabilities, enabling rapid acquisition of three-dimensional surface data. During inspection, both the top and bottom surfaces of the product are scanned. The product is secured in a fixed position, and the scanning process is completed via horizontal, uniform motion. The scanning speed is set to 20 mm/s, with a Y-scale of 0.02 mm, and the camera’s linearity is controlled within ±0.025 mm to ensure inspection accuracy. Additionally, to ensure testing stability, a dedicated fixture is used to secure the product.
Analysis of Positive Detection Technology
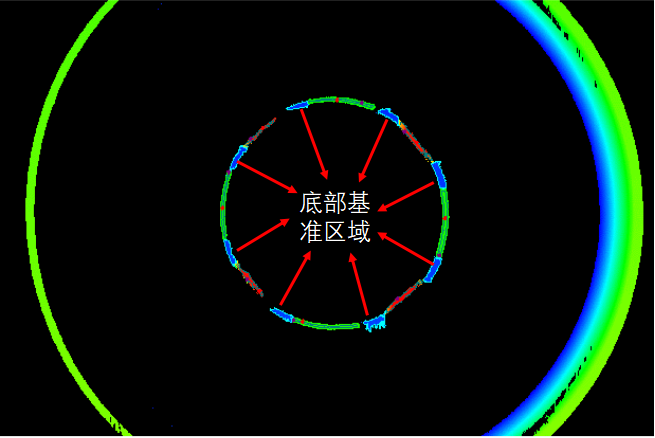
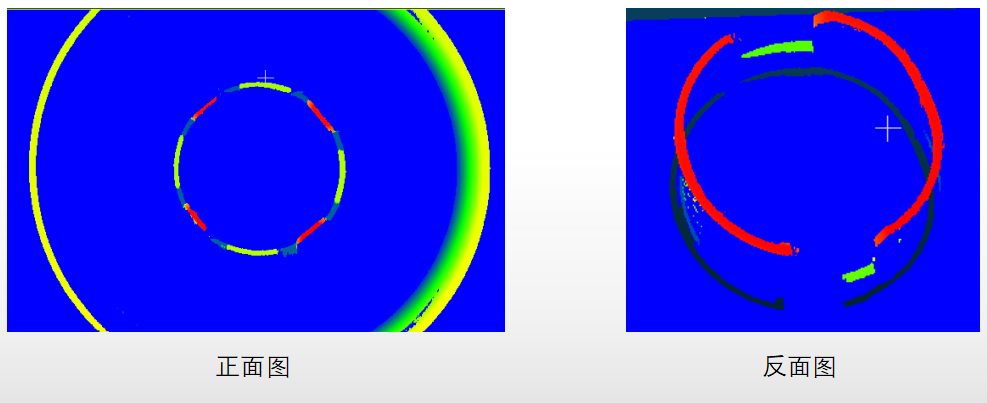
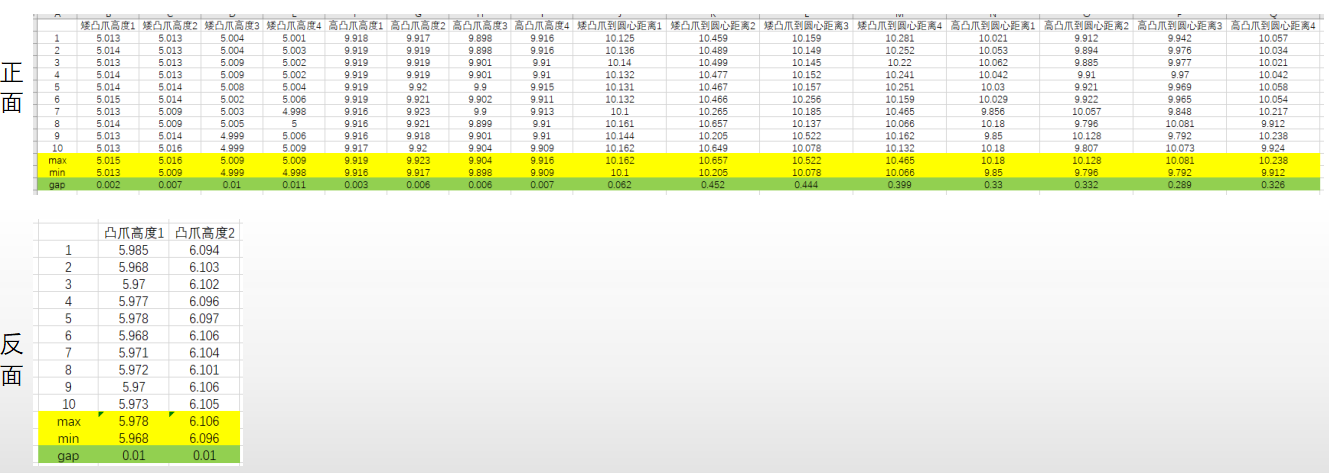
In the front-view inspection, a reference plane is first established by fitting the blue area on the bottom surface, which serves as the reference standard for subsequent measurements. The red area represents the high protrusions; by precisely measuring the height from the high protrusions to the reference plane using sensors, it is determined whether they meet the design requirements. The green area indicates low protrusions, and their height relative to the reference plane is measured in the same manner. Additionally, the center coordinates are calculated based on the outer circular contour, and the distance from the center of each protrusion to the center is then calculated to determine whether the protrusions are misaligned. This multidimensional inspection method enables a comprehensive and accurate assessment of the quality of the front-facing components.
Analysis of Reverse Detection Technology
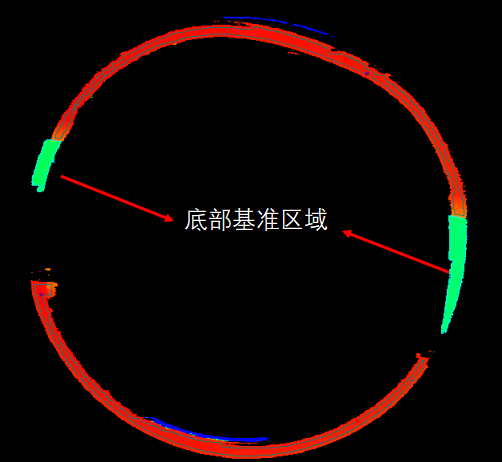
The inspection of the reverse side is similar to that of the front side, using the green area on the bottom surface to align with the reference plane. The red areas represent the protruding tabs; the height from these tabs to the reference plane is measured to ensure the dimensional accuracy of the reverse-side tabs. This targeted inspection effectively identifies any potential defects on the reverse side.
Advantages of the Solution
1. By using a non-contact measurement method, this system avoids the damage to the object’s surface that traditional inspection methods may cause, ensuring the integrity of the components.
2. The laser line from the 3D laser profile scanning sensor can rapidly capture 3,840 data points on the product, generating a rich point cloud dataset that provides robust support for high-precision inspection.
3. The POMEAS technical service team possesses strong capabilities and offers rapid response on-site support to promptly resolve issues that arise during the inspection process, ensuring the smooth operation of production.
Test Results
Line laser profile sensors have demonstrated outstanding performance and significant application potential in inspecting both the front and back surfaces of lighting fixture brackets. Their high precision, high efficiency, and non-contact operation effectively meet customer inspection requirements, thereby improving product quality and production efficiency.
Product recommendation
TECHNICAL SOLUTION
MORE+You may also be interested in the following information
FREE CONSULTING SERVICE
Let’s help you to find the right solution for your project!

 ASK POMEAS
ASK POMEAS  PRICE INQUIRY
PRICE INQUIRY  REQUEST DEMO/TEST
REQUEST DEMO/TEST  FREE TRIAL UNIT
FREE TRIAL UNIT  ACCURATE SELECTION
ACCURATE SELECTION - APPICATION CASE
- RESOURCE CENTER
- DOWNLOAD CENTER
SOLUTIONS SUPPORT
- ZOOM LENS SELECTION TOOL
- TELECENTRIC LENS SELECTION TOOL
- FA LENS SELECTION TOOL
- ZOOM RATIO TABLE
- CERTIFIED MODEL
SELECTION TOOL
- WHY POMEAS
- FAQ
- PRIVACY POLICY
- TERMS OF USE
- DELIVERY & RETURN POLICY
CUSTOMER CARE
 ADDRESS
ADDRESS
Add.:No.68, Yongwei Road, Baizhoubian, Dongcheng District, Dongguan, China,523000
CONTACT
 Tel:+ 86-0769-2266 0867
Tel:+ 86-0769-2266 0867
 Fax:+ 86-0769-2266 0867
Fax:+ 86-0769-2266 0867
 E-mail:marketing@pomeas.com
E-mail:marketing@pomeas.com

Wechat QR code
Software Copyright :2021SR0176001 抄袭必究, 技术支持:誉新源科技