













Testing Requirements


The test items are stainless steel welded rings used in automotive exhaust systems, with diameters ranging from 70 mm to 200 mm. These rings have relatively thin walls and moderate rigidity. The key dimensions to be measured include the inner and outer diameters of the upper and lower ends of the rings. Additionally, because the rings exhibit a certain degree of taper after stamping, dimensional evaluation must be performed on both ends separately.
The customer’s production cycle requires 100% inspection of each part, with a daily inspection volume exceeding 5,000 pieces, and frequent switching between more than ten different models.
Challenges in Testing
1. Low measurement efficiency for double-sided tapered parts: Since the diameters on both sides of the ring differ, traditional methods require flipping the workpiece and taking two separate measurements, making it impossible to obtain all data in a single measurement.
2. Complex setup changes for multiple models: When switching between welding rings of different diameters, the 2D coordinate measuring machine (CMM) requires resetting the coordinate system, adjusting the lighting, and reconfiguring the inspection program, resulting in prolonged downtime; While vernier calipers allow for quick changeovers, the measuring force causes deformation in thin-walled parts, resulting in repeatability errors exceeding 0.02 mm, making it difficult to meet the ±0.015 mm tolerance requirement.
3. High reliance on manual labor: For single-piece measurement on a 2D coordinate measuring machine, alignment, focusing, and point selection are required, taking over 40 seconds per piece, which cannot keep up with the production line’s cycle time.
Testing Plan
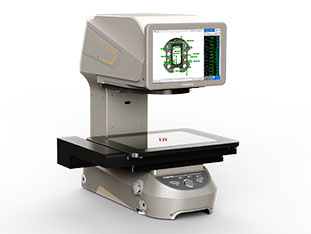
Using the POMEAS IMAGE3 PRO flash measurement system, the welded ring can be placed anywhere on the 300×200 mm measurement platform without the need for fixtures or origin alignment.
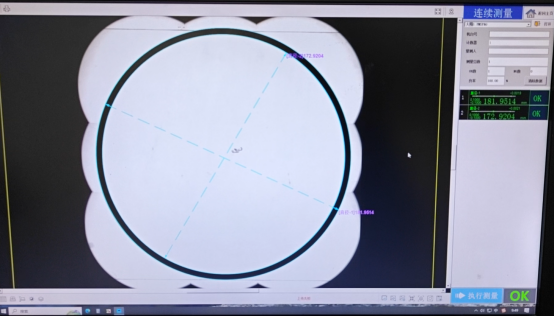
After launching the program, the device captures a complete image of the product in a single pass using a large-aperture dual-telecentric optical system. It automatically identifies the ring’s contour and employs image stitching technology to simultaneously measure the inner and outer diameters of both ends. When changing product types, simply call up the pre-programmed product template for one-click switching; all settings are automatically configured, reducing the measurement time per piece to less than 3 seconds.
Advantages of the Solution
-
Simultaneous Measurement of Both Sides: Single-image stitching enables full inspection of the inner and outer diameters at both ends of tapered rings without flipping the workpiece, increasing the measurement cycle time by more than 10 times.
-
Sub-second Flexible Changeover: Product templates can be called up with a single click, eliminating the need for any mechanical adjustments or repeated calibrations, and completely eliminating changeover wait times.
-
Sub-micron repeatability: The equipment automatically identifies measurement areas, eliminating manual alignment errors. Repeatability reaches ±0.5 μm, ensuring consistent measurement results regardless of operator changes.
-
Measurement of height variations: Optional spectral sensors enable simultaneous monitoring of ring flatness and thickness variations, expanding the scope of quality control.
Product recommendation
TECHNICAL SOLUTION
MORE+You may also be interested in the following information
FREE CONSULTING SERVICE
Let’s help you to find the right solution for your project!

 ASK POMEAS
ASK POMEAS  PRICE INQUIRY
PRICE INQUIRY  REQUEST DEMO/TEST
REQUEST DEMO/TEST  FREE TRIAL UNIT
FREE TRIAL UNIT  ACCURATE SELECTION
ACCURATE SELECTION - APPICATION CASE
- RESOURCE CENTER
- DOWNLOAD CENTER
SOLUTIONS SUPPORT
- ZOOM LENS SELECTION TOOL
- TELECENTRIC LENS SELECTION TOOL
- FA LENS SELECTION TOOL
- ZOOM RATIO TABLE
- CERTIFIED MODEL
SELECTION TOOL
- WHY POMEAS
- FAQ
- PRIVACY POLICY
- TERMS OF USE
- DELIVERY & RETURN POLICY
CUSTOMER CARE
 ADDRESS
ADDRESS
Add.:No.68, Yongwei Road, Baizhoubian, Dongcheng District, Dongguan, China,523000
CONTACT
 Tel:+ 86-0769-2266 0867
Tel:+ 86-0769-2266 0867
 Fax:+ 86-0769-2266 0867
Fax:+ 86-0769-2266 0867
 E-mail:marketing@pomeas.com
E-mail:marketing@pomeas.com

Wechat QR code
Software Copyright :2021SR0176001 抄袭必究, 技术支持:誉新源科技