














Analysis of Relevant Factors Affecting the Accuracy of Visual Inspection System
With the development of automation industry, machine vision technology has been widely used. For example, in the automated manufacturing industry, machine vision is used to measure and detect various dimension parameters of workpiece, such as length measurement, circle measurement, angle measurement, arc measurement, area measurement, etc. It can not only obtain dimension parameters of online products, but also make real-time online judgment and sorting of products. It is widely used.
The detection system based on machine vision technology has the advantages of low cost, high accuracy and simple installation. In addition, powerful visual software, easy to adjust, flexible and convenient, and measurement data can be stored, easy to establish statistical analysis, easy to quickly find problems and solve problems, is the best choice of industry detection technology.
But in some machine vision inspection projects, many customers encounter the difficulty of detection accuracy. For example, it is required to measure the external dimensions and internal and external diameters of the machined parts with a precision of 10 um. At present, many configurations choose 5 million cameras, which can theoretically achieve 10um accuracy. But the accuracy of the actual customer test is far less than the requirement of 10um, and it is very good to be able to reach 30um.
The main reasons for the great errors are as follows:
1. Camera selection: Many customers choose CMOS cameras for cost consideration. When taking edges of objects, the contrast of edge contours is poor and the noise is large, which brings great errors to software measurement. It is usually recommended to use a CCD chip camera.
2. The choice of lens is wrong: many mechanical parts have poor height and large depth of field. Ordinary lens has angle of view, so it is difficult to find the most real and accurate edge contour in software processing.
3. Light source selection: Many customers will choose ordinary backlight. Backlight has the advantage of price when the detection accuracy is not high. On the premise of high requirements, the principle of backlight is to use light to produce uniform and soft light through diffuse reflector, and the light generated at a certain point will diverge to any angle in space. When detecting circular and cylindrical objects, the diffraction phenomenon will occur at the edge of the object under test. At the same time, the brightness change of the light source has a great influence on the brightness of the image.
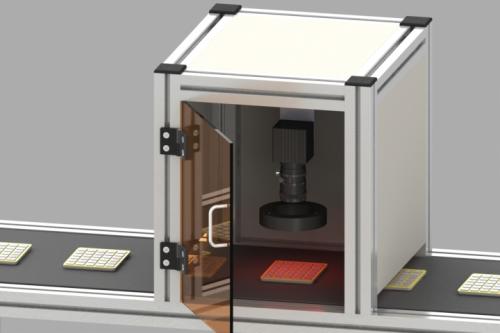
Analysis of Relevant Elements Affecting the Accuracy of Visual Inspection System. jpg
What are the error control methods of machine vision inspection system?
In machine vision inspection system, the error of inspection system usually includes mechanical error, calibration error and analysis error. Among them, mechanical error is introduced by the hardware of the electromechanical part of the system. For example, the measurement of the workpiece may not be completed in an image. The workpiece needs to move to collect multiple images. At this time, the motion accuracy of the electromechanical motion system will have a great impact on the measurement accuracy.
This part of the error can be calculated by the size of the motion accuracy, which will accumulate in the process of multi-step motion, so the number of steps in the measurement process should be reduced as much as possible. In the process of establishing the detection system, the error of the system should be reasonably allocated on the basis of the actual detection conditions.
The main methods are:
1. Simplify the movement steps of the electromechanical system and improve the hardware accuracy of the electromechanical system.
2. Using high precision calibration algorithm and calibration template;
3. Improve the image quality and try to use a smaller image ratio.
What are the factors affecting image quality in machine vision system?
For machine vision systems, image quality is a key factor that directly affects the final image processing results. Especially under natural illumination conditions, the image quality will be significantly different with the change of light source conditions. Corresponding adjustments to camera settings such as "gain" and "exposure time" can compensate for unstable ambient light conditions, thereby improving image quality.
Factors affecting image quality include:
1. Light intensity
2. Light Direction
3. Target Distance
4. Focal Length
5. Sampling rate
6. Exposure time and gain
7. Dark Leakage Current/
8. Resolution (number of pixels)
In order to ensure image quality, according to the final application and the distance between sensor and scanning object, the light source can be provided by a separate device, or it can be a part of the periphery of the camera lens. If the light source is around the camera, the camera can move with the light source.
There are also some requirements for the choice of lenses, and the quality of high-quality lenses is as important as the quality of sensors. Camera is an electronic optical system, which requires optical components and electronic components to cooperate to generate images. Image blurring is usually caused by improper lens selection. Optimum lens size and shape depend on focal length, but for smaller object distance, C-seat lens is generally used. If the camera needs to work in high reflective environment, it is better to choose anti-reflective film lens. The visual coverage of the whole camera depends on the area of the required visual field, the working distance and the lens.
As an important part of machine vision system, the application of image processing is equivalent to the human brain making correct judgments on the images captured by the system. It is the core component to realize the intellectualization and automation of industry and plays an important role in the processing and analysis ability of the system.
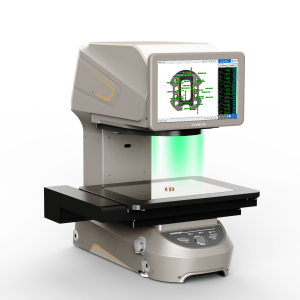
Product recommendation





TECHNICAL SOLUTION
MORE+You may also be interested in the following information




FREE CONSULTING SERVICE
Let’s help you to find the right solution for your project!

 ASK POMEAS
ASK POMEAS  PRICE INQUIRY
PRICE INQUIRY  REQUEST DEMO/TEST
REQUEST DEMO/TEST  FREE TRIAL UNIT
FREE TRIAL UNIT  ACCURATE SELECTION
ACCURATE SELECTION - APPICATION CASE
- RESOURCE CENTER
- DOWNLOAD CENTER
SOLUTIONS SUPPORT
- ZOOM LENS SELECTION TOOL
- TELECENTRIC LENS SELECTION TOOL
- FA LENS SELECTION TOOL
- ZOOM RATIO TABLE
- CERTIFIED MODEL
SELECTION TOOL
- WHY POMEAS
- FAQ
- PRIVACY POLICY
- TERMS OF USE
- DELIVERY & RETURN POLICY
CUSTOMER CARE
 ADDRESS
ADDRESS
Add.:No.68, Yongwei Road, Baizhoubian, Dongcheng District, Dongguan, China,523000
CONTACT
 Tel:+ 86-0769-2266 0867
Tel:+ 86-0769-2266 0867
 Fax:+ 86-0769-2266 0867
Fax:+ 86-0769-2266 0867
 E-mail:marketing@pomeas.com
E-mail:marketing@pomeas.com

Wechat QR code
Software Copyright :2021SR0176001 抄袭必究, 技术支持:誉新源科技